The Nuclear AMRC has worked with heat exchanger specialist Thornhill Group to demonstrate a new welding method for small tube-to-tubesheet assemblies which could halve cycle time.
The project called on the Nuclear AMRC’s powerful disk laser welding cell, more often used on large components of up to three metre diameter. Using the laser on tubes measuring just 8mm diameter presented numerous challenges to the centre’s engineers, who successfully demonstrated that large-capacity welding machines can be used for nuclear components of all sizes.
Thornhill Group is the only UK provider of the complete cycle of heat exchanger services encompassing design, engineering, installation, repairs and servicing for clients in power generation, oil & gas, chemical and other demanding industries. Headquartered in Yorkshire, Thornhill employs around 150 people across its three sites.
One of Thornhill’s customers in the nuclear sector was looking to implement a tube-to-tubesheet joint within a restricted space, and asked the company to investigate how this could be designed and manufactured. To complement their own expertise in heat exchanger development and fabrication, the Thornhill team called on the Nuclear AMRC to help determine the feasibility of the customer’s design.
The study for Thornhill was one of the first commercial projects for the Nuclear AMRC’s disk laser welding cell, which was commissioned in early 2018. The cell was designed to develop high-speed welding techniques for large assemblies such as 3m3 nuclear waste containers, but is also capable of very fine narrow welds thanks to the high power density of the laser beam and fast travel speed of its gantry-mounted robot.
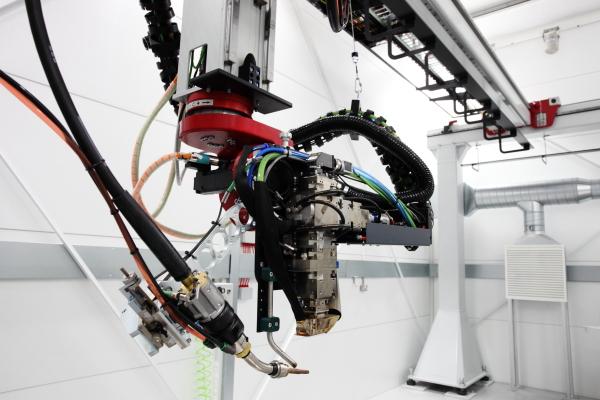
“Thornhill’s heat exchanger was much smaller than the assemblies we usually work with, and right at the limit of what our robot and welding head can handle,” says Dr Will Kyffin, head of the Nuclear AMRC’s welding team. “The size and inertial mass of the robot meant that programming it to perform an accurate circumferential weld of just 8mm diameter was extremely challenging, especially as this was a new facility and the team were still finding out what it could really do.”
The welding head had to be customised for the job, with the large gas nozzle and shield removed in favour of a separate gas shielding nozzle, and laser power was reduced to just 2kW from its maximum 16kW. Ensuring a high quality weld meant considering a host of factors, from angle and position of the weld head, to reducing the gas flow to avoid turbulence in the molten metal.
Initial trials showed that small tube-to-tubesheet welds could be successfully completed, with welding taking just over one second for each join. Allowing for movement time, a full tubesheet could be welded in a matter of minutes.
The project proved that a robotic laser welding cell can successfully join small tube-to-tubesheet assemblies, and the customer’s design can be manufactured to requirements.
Thornhill presented their full manufacturing proposal to their customer, secure in the knowledge that it had been practically tried and tested.
“While our heat exchanger design and manufacturing expertise has been proven over many years in the nuclear industry as well as other industry sectors, this project presented unique challenges,” says Sean Murphy, Thornhill’s business development director. “Sourcing independent, authoritative data from the Nuclear AMRC, one of the world’s leading research bodies in the nuclear field, on its feasibility was invaluable in presenting our solution to the customer.”
 For more case studies and news on our innovative manufacturing R&D, download our latest newsletter.
For more case studies and news on our innovative manufacturing R&D, download our latest newsletter.



