Alternative coolants such as supercritical carbon dioxide offer significant economic and environmental benefits for manufacturers. Carl Hitchens and Dr Krystian Wika of the Nuclear AMRC machining technologies group explore the essentials.
A few years ago, we were investigating the post-manufacture cleaning processes used to prepare components for nuclear applications, and noted the significant added cost of meeting the stringent standards. For components which need a very high level of surface cleanliness, the additional costs of removing residual oils can be as high as 20 per cent of the total component cost.
We started to think – why post-clean? Can we not improve the cleanliness of the manufacturing process?
Most surface contamination is due to the cutting fluids used in machining. These fluids are an expensive part of the machining process. You pay for the fluids and management, including biocide to prevent bacterial growth; pay to dispose of the used coolant; and pay to clean their residue off the surface of the component.
At the same time, we were starting to investigate the use of supercritical and near-cryogenic carbon dioxide (CO2) as a machining coolant. Although our primary aim was to improve cleanliness, we also achieved significant increases in tool life compared with conventional soluble oil coolant. This can reduce tooling costs, giving you greater scope to increase removal rates and productivity at an optimised cost.
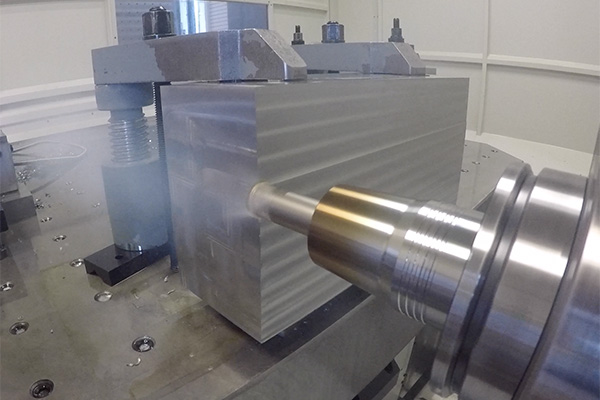
This is a fantastic opportunity for large machine tools, where dry cutting is often used because oil coolants can’t be easily contained. Gas coolants and minimum quantity lubrication (MQL) could be a real productivity boost, increasing cost efficiency, reducing waste, and making machining processes more future-friendly.
The same technique can also enable portable robotic machining, avoiding the hazards of uncontained liquid coolants and providing a clean working environment.
Alternative coolant technologies can also benefit many traditional machining operations. Advances in soluble oil coolants have delivered some major leaps in performance, but cutting fluids can now account for 15 per cent or more of total machining costs. And with the trend to higher coolant pressures – with 120 bar or higher becoming increasingly common – the pumps often use more energy than the spindle motor doing the actual cutting.
Exposure to these oils and the mist resulting from high pressure delivery present health risks to the workforce, including skin disorders such as dermatitis, and respiratory diseases due to inhalation. Some additives are considered to be carcinogenic. If properly calculated, these health risks would further increase the financial cost of coolants.
Our research into gas coolants has focused on CO2 because, although other gases such as liquid nitrogen can provide lower temperatures, the heat transfer properties of CO2 are significantly greater.
It is also technically easier to retrofit CO2 delivery systems to standard machine tools, as the coolant is transferred through the machine tool as a liquid at ambient temperatures. This reduces barriers to entry for the supply chain, which is a major driver for our current collaboration with Nuclear Energy Components funded by the Nuclear Innovation Programme.
We’re also exploring alternatives to conventional oil for MQL. We expect to see increasing use of biodegradable vegetable oil, either by dispersing a small amount in pressurised air, or using supercritical CO2 as a solvent.
Creating a clean machining environment can reduce costs by avoiding environmentally harmful cleaning, and can increase quality and reduce risk to subsequent processes, such as welding where surface contamination is a frequent root cause of failure.
The clean environment will also support digital manufacturing, by making it easier to use sensors for collecting real-time production, cost, and quality data. As well as improving productivity, this can provide data for digital twins which for nuclear applications can help underpin any case for life extension.



