Process plant specialist KGD, which has just been regranted Fit For Nuclear, recently completed a challenging fabrication project for Hinkley Point C. Engineering manager Andrew Price-Greenow explains how F4N helped the company secure and deliver the contract.

Following successful completion and attainment of Fit For Nuclear recognition in 2017, we pursued several Hinkley Point C leads with the support of our Nuclear AMRC industrial advisor Huw Jenkins. We were able to tap into a wealth of information relating to EDF’s supply chain and approached several companies where we felt we had something to offer. Having been through the F4N supply chain programme, we have gained kudos and more confidence in our abilities.
On a personal level, I was able to take advantage of Triple Bar Nuclear Manufacturing training which introduced nuclear awareness, behaviours and nuclear quality. This was a real eye opener, and brought a sense of focus onto the quality aspects of working in the nuclear industry with real world examples of the challenges other manufacturers had faced supplying into the nuclear sector.
The F4N programme prepared us well for the challenging procurement stages, but there was still a steep learning curve! It was reassuring throughout this process to have our industrial advisor at hand as a sounding board to talk to about best practice and tap into their experiences.
Following contract negotiation, where quality and manufacturing control featured very prominently, we successfully won a contract for some large complex stainless steel sumps for the Hinkley Point C nuclear island, which were a first for complexity and size.
As a company, KGD had already taken significant steps with its facilities. We have a large dedicated well-equipped stainless steel fabrication workshop, which was a prerequisite to being awarded our first nuclear new build project. Following the contract award, significant additional investment was required. We utilised all in-house skills and also drafted in additional inspection and quality control resource.
Significant investment was made in various processes including weld procedures and qualifications, welder codings and welding equipment and tooling. This was essential, together with a level of welding automation, due to the high quality repeatable results required. Production trials were conducted to prove these new processes.
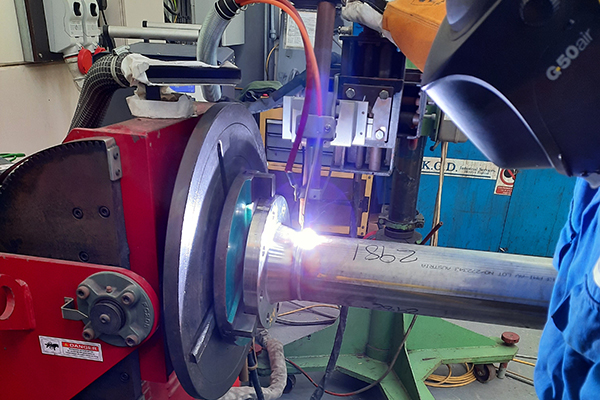
Due to the complex nature of the fabrication, job specification tooling was designed, manufactured and trialled prior to deployment on the contract. To have greater visibility of the manufacture process, a four-metre 250-tonne CNC brake press with specific job tooling was installed in the stainless steel shop. Having all equipment, tooling and job material under one purpose-built stainless steel fabrication facility meant nothing left the building for processing, and risk of contamination was exponentially reduced. It also offered repeatable processing to enable the stringent fit-up tolerance to be maintained.
Throughout this, upskilling of the workforce was carried out. This enabled the volume of work to be completed that would not otherwise have been possible within the timeframe.
We feel KGD’s ethos and USP as a one-stop shop where design, procurement, manufacturing, NDT, blasting, painting, instrumentation, electrical and testing being under one roof offered some real advantage to this nuclear contract. We were able to have visibility and control of all stages of manufacture to ensure quality and traceability could be controlled to the exacting standards demanded by the nuclear industry.
Having completed an ambitious expansion plan with a new 5,400 square metre dedicated segregated manufacturing plant, including a purpose built shotblasting and painting facility, KGD is well placed to meet future challenges. We believe this particularly suits the move to modular construction and, with a 120-tonne lift capacity, offers some exciting opportunities and will appeal to nuclear contractors.



